
我 国 自 保 护 耐 磨 堆 焊 药 芯 焊 丝 的 研 究 现 状
贾 华,李 萌
( 大连海洋大学 应用技术学院,辽宁 大连 116300)
摘要: 自保护药芯焊丝在耐磨堆焊方面具有突出优势,不仅能够制造新零件,还可以修复旧零件,并且具有生产效率高和生产成本低的特点,广泛应用于工业制造的各个领域。文中首先分析自保护药芯焊丝的优点,并对自保护耐磨堆焊药芯焊丝的发展概况进行评述; 再从药芯焊丝渣系成分对焊接工艺性能的影响与合金元素对堆焊合金耐磨性的影响两个方面分析我国自保护耐磨堆焊药芯焊丝的研究现状; 最后对我国自保护耐磨堆焊药芯焊丝的应用及其发展趋势进行展望。
关键词: 自保护; 耐磨堆焊; 药芯焊丝; 研究现状
金属材料应用领域存在着十分严重的磨损现象, 并且磨损形式较为复杂。大量试验研究表明,在各 类磨损中磨粒磨损所占的比例最大,约为磨损总量 的 50%[1],是制约我国工业尤其是重工业快速发展的原因之一。堆焊技术能够实现堆焊层与母材之间 的冶金结合,不仅能使母材获得特殊的性能,还能 对破损零件进行修复,其在各行业中发挥着举足轻 重的作用[2]。
堆焊技术的快速发展促使堆焊材料的消耗量也随之增加。药芯焊丝是由钢带包裹药粉组成,又称粉芯焊丝或管状焊丝,是继焊条和实心焊丝之后的第四代焊接材料[3]。它具有焊条和实心焊丝共同的优点[4-6]: 焊接生产效率高,能够实现自动或半自动化生产; 焊缝截面大,可减小坡口角度,节省熔敷金属; 向焊缝金属过渡合金元素,对焊缝有明显的冶金作用; 通过改变焊丝药芯中合金元素的种类和配比,还能实现焊接工艺性能和熔敷金属综合力学性能之间的最佳匹配[7]。可见,药芯焊丝在焊接生产中具有较强大的生命力,是一种很有发展前途的新型焊接材料,对于耐磨堆焊产业的发展也具有重要的意义。
1 自保护药芯焊丝的优点
药芯焊丝可分为气体保护药芯焊丝和自保护药芯焊丝 2 种[7-8]。在焊接过程中,自保护药芯焊丝无需外加保护气体,而是靠其自身药粉发生的冶金反应保护熔池,焊接原理如图 1 所示。
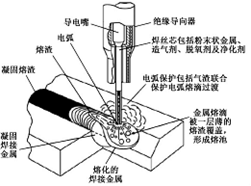
图 1 自保护药芯焊丝焊接原理
自保护药芯焊丝除了具有药芯焊丝的特点外, 还具有以下优点[9-12]: 不需要外加保护气源,减小 了焊枪的自身质量,简化了结构,更便于操作; 具有优良的抗风能力,通常能在四级风的条件下顺利 施焊; 对装配尺寸要求不高; 优良的抗锈能力; 焊接工艺性能好,引弧可靠,自保护效果好,电弧燃 烧稳定,焊缝成形美观; 工艺适应性强,与普通焊丝相比,自保护药芯焊丝可以适用于各种焊接位置, 而且单面焊双面成形良好,焊接质量易于保证; 与焊条电弧焊相比,自保护药芯焊丝的许用焊接电流大,熔敷效率高。
自保护药芯焊丝按保护方式不同可分为有渣和无渣 2 种[12]。其中,无渣自保护药芯焊丝为金属粉芯药芯焊丝,几乎不添加矿物粉,从而能更大限度地增加合金粉的填充率,对于提高堆焊层硬度和耐磨性也有了更大的空间和潜力。无渣自保护药芯焊丝焊接时只产生极少量的熔渣,焊后不需要清渣就能连续施焊,不仅熔敷效率高,还能最大限度地降低生产成本。而有渣自保护药芯焊丝通常采用 “渣-气联合保护或渣-金属联合保护” 的方式。在整个焊接过程中,熔渣不仅能够隔离空气,而且还具有 脱氧固氮的作用,这对实现自保护效果有很大帮助。虽然有渣自保护效果要明显优于无渣自保护的情况, 但是有渣自保护药芯焊丝焊后需要清渣,不能连续 焊接,所以焊接生产率低,焊接成本相对较高。
2 我国自保护耐磨堆焊药芯焊丝的发展概况
在 20 世纪 80 年代,我国才开始发展自保护药芯焊丝[12-13]。学者们先后在天津大桥集团、天津大 学、北京钢铁研究总院、北京工业大学和天津金桥集团等单位开展自保护药芯焊丝的研发工作[13-14],这为我国自保护药芯焊丝的发展打开了崭新局面。但在这个时期,我国的自主研发能力及对引进技术 的消化能力还十分薄弱,再加上相关焊材的生产企 业参与度不高,导致我国自保护药芯焊丝还处于实 验室研究阶段。发展到 90 年代,随着世界各国陆续开展自保护药芯焊丝的研究工作,我国也开始高度 重视[15-16]。但与其他国家相比,我国自保护药芯焊 丝在品种、力学性能稳定性、生产设备以及自主研 发能力等方面还存在不小差距。进入 21 世纪,自保护耐磨堆焊药芯焊丝的优势得以凸显。国家投入了 大量人力、物力和财力,促使部分高校和科研院所 开展相关研究工作,使我国自保护耐磨堆焊药芯焊 丝技术得到了快速发展,并取得了较大的成绩。
3 我国自保护耐磨堆焊药芯焊丝的研究现状
3. 1 自保护耐磨堆焊药芯焊丝的渣系成分
实现药芯焊丝自保护机制的基础主要是渣系成分。因它不仅能隔绝空气、减少空气中的氧和氮与熔敷金属的接触,还能脱氧、固氮、去除硫和磷等杂质,保证焊缝纯净不受污染。在焊缝表面形成的熔渣覆盖层还能保证焊缝具有一定的形状,这对改善焊接工艺性和提高堆焊合金的耐磨性具有重要的意义,学者们在这方面也开展了广泛研究。许立宝[17]研制的全位置自保护耐磨堆焊药芯焊 丝由氟化物 ( BaF2 ,CaF2 ,LiF 中的 2 种或 3 种组合) 、碳酸盐 ( Li2 CO3 和 CaCO3 中的 1 种或 2 种组合) 、氧化物 ( Fe2 O3 ,MgO,ZrO2 ,TiO2 中的 2 种或 3 种组合) 和脱氧固氮元素 ( Al,Mg,Si,Mn, RE) 组成渣系成分,能够实现自保护和全位置堆焊。通过 “渣- 气- 合金元素联合保护” 实现自保护,通过减小电弧长度、调整熔渣物理性能使焊丝 适应全位置堆焊。调整药芯配方中的渣系成分,从 焊道产生气孔和熔渣覆盖情况对其焊接工艺性能进 行评价。研究结果表明,药粉中添加 w ( 氟化物) 45% ~ 55%和 w( 碳酸盐) 4% ~ 8% 时,造渣和造气保护效果良好。氟化物中的 BaF2 适应短电弧燃烧,对全位置堆焊有利; 药粉中添加 w ( Al) 8% ~ 10% 和w( 稀土) 4% ~ 6% 时,能够显著脱氧固氮; 药粉中MgO 和 ZrO2 等高熔点氧化物含量在 4% ~ 5% 时,对改善熔渣的物理性能更有利,能够增强焊丝的全位 置堆焊适应性。汪虎[10]为了使堆焊自保护药芯焊丝 获得良好的焊接工艺性能,在分析耐磨堆焊材料特 点,熔滴过渡形式、焊接电弧稳定性、熔渣覆盖性 和脱渣性的基础上,最终确定了自保护耐磨堆焊药 芯焊丝的渣系组分。当渣系成分中 w ( 石墨) 5% ~ 6%,w( Al 粉 ) 10%,w ( MgO) 8% 和 w ( CaF2 ) 30% 时,其焊接工艺性较好。刘大双[18]设计了一种无渣 自保护耐磨堆焊药芯焊丝。相对于传统的熔渣型焊 丝而言,它是一种不添加任何 ( 或仅添加极少量) 矿物粉,而添加 95% 以上金属粉的药芯组分,焊后焊道上微渣或无渣,自保护效果主要依靠脱氧保护 和造气保护来实现。由于药芯中没有添加造渣剂, 仅仅是 Al,Mg,Mn,B 和 Ti 元素等氧化产物组成的熔渣,总量较少,分布在各个阶段析出,且频繁地飞溅出去。而少量氧化物形成的硼硅酸盐复合化 合物,在熔池的强烈搅拌作用下上浮至液体金属表 面形成一层极薄的均匀保护膜,能够阻止空气的侵 入。这层保护膜极薄且与焊缝金属直接连为一体, 所以焊后不需要清渣,从而能够进行连续焊接。
3. 2 合金元素对堆焊层耐磨性的影响
根据合金体系的化学成分不同,自保护耐磨堆焊药芯焊丝可以分为铁基合金系统、钴基合金系统和镍基合金系统等[19]。在这些合金系统中,铁基堆 焊合金价格低廉,通过添加合金元素可以形成不同的品种,性能变化范围较为广泛,而且能够实现韧度和耐磨性的良好匹配,可以满足许多不同工况的要求[20]。Fe-Cr-C 系堆焊合金因其耐磨性好和价格低廉的突出优点,是当前磨损工况下最为广泛应用的一种堆焊合金,主要应用在受磨损零件的制造和修复中[21]。在 Fe-Cr-C 系自保护耐磨堆焊药芯焊丝中通过添加不同比例的高碳铬铁,就可以使堆焊合金获得亚共晶或过共晶成分,并且在堆焊合金中有初生和共晶M C 型碳化物生成[22]。随着M C 型碳化物的增多,堆焊合金的硬度增加,耐磨性也不断提高。但是, 当 M7 C3 型碳化物的体积分数超过35%时,在堆焊合金硬度增加同时其开裂倾向也不断增大,所以提高堆焊合金的耐磨性不能单纯依靠M C 型碳化物[23-24]。
为进一步提高 Fe- Cr- C 系堆焊合金的耐磨性,众多研究者对自保护耐磨堆焊药芯焊丝进行了深入研究,发现在其药粉中适当加入 V,Ti,Mo,W,B 和 Nb 等合金元素,通过多元微量的合金化方式,能够改善堆焊合金的韧性,并且堆焊合金的硬度和耐磨性明显增加[25-28]。丛相州等人[29]研制了 2 种多元合金强化型高铬铸铁自保护耐磨堆焊药芯焊丝。其药芯焊丝采用金属粉芯、多元合金强化型高铬铸铁合金系以及造气- 合金元素自保护机制,焊接工艺性能优良。在多种合金元素的综合作用下,堆焊层显微组织发生明显改变。马氏体和少量奥氏体基体组织与垂直于磨损面呈细杆状的初生碳化物和呈粒状共晶碳化物实现强韧性良好匹配, 堆焊层宏观硬度为 HRC61 ~ HRC63,可以抵抗不同应力等级的磨粒磨损。王清 宝等人[30]研究了Nb 和Mo 对高碳自保护药芯焊丝熔敷性能的影响,观察 Nb 和 Mo 在金相组织中存在的形态,分析了 2 种元素的强化机理,以及硬度和耐磨性存在差异的原因。结果表明: 随着 Nb 和 Mo 含量的增多,Nb 和 Mo 的初生碳化物数量增多,熔敷金属硬度和耐磨性均提高。但是,在熔敷金属中, Nb 仅生成初生 NbC,沉淀强化熔敷金属,强化效果明显; Mo 不仅生成初生 Mo2 C,而且还固溶强化初生 Cr7 C3 和基体,通过沉淀和固溶 2 种形式强化熔敷金属,但强化效果不明显。李达等人[31]研制了一 种自保护高铬铸铁型药芯焊丝,研究对象选择 Fe- Cr-C-V 系合金,对其堆焊金属组织与性能进行了分析。结果表明: 堆焊合金显微组织主要为马氏体+ 残余奥氏体+M7 C3 型碳化物。其中表面为多边形具有六方棱柱结构,并且垂直于母材向堆焊层表面生 长的 M7 C3 初生型碳化物是堆焊合金中的主要强化相,大幅度提高了堆焊层平均硬度,为 HRC63。在药芯焊丝中加入了适量的 Mo 铁和 V 铁,一部分 Mo 和 V 元素在堆焊合金中形成了 Mo2 C 和 V2 C 碳化物, 起到弥散强化作用; 剩余部分的 Mo 和 V 元素固溶在基体组织中,起到固溶强化作用。在弥散强化和 固溶强化共同作用下,堆焊合金的耐磨性大幅度提 高。另外,在药芯焊丝中加入适量的稀土氧化物后, 堆焊金属相对耐磨性为 Q235 钢的 14 倍左右。
3. 3 外加硬质相颗粒对耐磨性的影响
外加硬质相颗粒对于提高堆焊合金硬度和耐磨性是非常有效的方法。常用外加硬质相颗粒主要是 各种高熔点、高硬度、并与基体组织润湿性良好的 碳化物、氮化物、硼化物和氧化陶瓷硬质相颗粒等。尉法兵等人[32]在 Fe-Cr-C 系药芯焊丝中加入不同含量 TiB2 粉末,制备 TiB2 强化高硬度高耐磨堆焊自保护药芯焊丝,并对其堆焊合金的显微组织和性 能进行了研究。结果表明: TiB2 的加入,使得堆焊合金中初生碳化物增多,同时生成了大量的 TiC - TiB2 颗粒,并且弥散分布在初生碳化物和基体上,其堆焊合金具有更高的硬度和更好的耐磨性。
通过上述分析可见,我国在自保护耐磨堆焊药 芯焊丝渣系成分对焊接工艺性能的影响与合金元素 对堆焊合金耐磨性的影响方面都进行了相对深入与 广泛的研究,而且都取得了一定的成果,为实现焊 接工艺性能与力学性能的良好相匹配提供了保障。这些成果的取得都强有力地推动了我国自保护耐磨 堆焊药芯焊丝的发展。
4 自保护耐磨堆焊药芯焊丝的应用与展望
为了延长机械零件或生产设备的使用寿命,利 用耐磨堆焊技术进行制造或再生性修复,不仅可以 降低维护成本,还能极大地减少报废带来的浪费, 对企业来说这也是提高其经济效益的一条重要途径[33]。耐磨堆焊技术的快速发展,促使高熔敷效率、低稀释和操作简便的自保护耐磨堆焊药芯焊丝在各行各业中的需求量逐渐增加。其应用主要集中在钢铁冶金、电力、矿山、化工、水利、建材、煤炭、核电、军工和机械制造等行业[33-34],如钢厂轧辊及连铸辊、火电厂磨煤辊及磨盘、水泥厂水泥立磨及磨盘,以及阀门厂的各类阀门等方面。
目前,很多单位都对自保护耐磨堆焊药芯焊丝 开展了不同程度的研究,但只有很少的成果转化成 了产品,导致其应用也受到限制。另外,再加上堆 焊技术没有现成的国家标准,致使每个单位的工艺、设备以及工况复杂程度也参差不齐[35],所以对自保护耐磨堆焊药芯焊丝的焊接工艺性能和力学性能的 要求也各不相同,导致其在批量化生产方面与堆焊 焊条还存在一定的差距。为推动我国制造和再制造 工业的快速发展,还应加速自保护耐磨堆焊药芯焊 丝的科研和生产发展。
参考文献:
[1] 熊俊伟. CSP 板形控制及工作辊磨损模型研究[D]. 湖北 武汉:武汉科技大学,2007.
[2] 任艳艳, 张国赏, 魏世忠, 等. 我国堆焊技术的发展及展望[J]. 焊接技术,2012,41( 6) : 1-4.
[3] 何 实,李家宇,赵 昆. 我国堆焊技术发展历程回顾与展望[J]. 金属加工: 热加工,2009( 22) : 25-27.
述[J]. 中国机械工程,1996,7( 5) : 60-64.
[4] 张文钺. 21 世纪我国焊接材料的发展前景[J]. 焊接技术,
2000,29( 4) : 38-40.
[5] 杨建东,王有平. 面向 21 世纪的我国药芯焊丝制造技术的研究与发展趋势[J]. 机械工人,2002( 10) : 19-21.
[6] 温家伶, 王 强, 陈明清, 等. 自保护药芯焊丝研究的现状
[J]. 武汉理工大学学报,2002( 6) : 733-736.
[7] 贾 华. 多元复合强化耐磨堆焊药芯焊丝及堆焊层耐磨机理的研究[D]. 辽宁 沈阳: 沈阳工业大学,2018.
[7] 孙 咸. 药芯焊丝特性及生产线装备的选用[J]. 电焊机,2013,
43( 9) : 20-24.
[8] 陈天宇. 药芯焊丝生产工艺及装备的发展状况[J]. 天津冶金,
2009( 4) : 67-70.
[9] 王占朝. 特种耐磨药芯焊丝的制备工艺和性能优化研究[D]. 河北 秦皇岛: 燕山大学,2009.
[10] 汪 虎. 耐磨堆焊用自保护药芯焊丝渣系研究[D]. 江苏 南京: 南京航空航天大学,2010.
[11]栗卓新,陈邦固,张文钺,等. 自保护药芯焊丝的研究进展评述[J]. 中国机械工程,1996,7( 5) : 60-64
[12] 唐天顺. 高铬自保护明弧堆焊无渣耐磨药芯焊丝的研究[D].湖南 湘潭: 湘潭大学,2012.
[13] 吴 健. 结构钢用自保护药芯焊丝工艺性能研究[D]. 江苏 南京: 南京航空航天大学,2010.
[14] 倪雪辉. 金属粉芯自保护堆焊用药芯焊丝的研制[D]. 湖南 湘潭: 湘潭大学,2009.
[15] 李再华. 微渣耐磨堆焊用自保护药芯焊丝的研制[D]. 湖南 湘潭: 湘潭大学,2006.
[16] 牛全峰. 自保护药芯焊丝的研究[D]. 湖北 武汉: 武汉理工大学,2005.
[17] 许立宝. 全位置自保护耐磨堆焊药芯焊丝研制[D]. 黑龙江 哈尔滨: 哈尔滨焊接研究所,2015.
[18] 刘大双. 耐磨堆焊用无渣自保护药芯焊丝及其冶金行为研究[D]. 江苏 南京: 南京航空航天大学,2013.
[19] Liu D S,Liu R P,Wei Y H,et al. Comparative behaviour of cobalt and iron base hardfacing alloys[J]. Surface Engineering,2012,28 ( 5) : 338-344.
[20] Balasubramanian V,Varahamoorthy R,Ramachandran C S,et al. Abrasive slurry wear behavior of stainless steel surface produced by plasma transferred arc hardfacing process[J]. Surface and Coatings Technology,2010,202( 16) : 3 903-3 912.
[21] Sun D Q,Wang W Q,Xuan Z Z,et al. Effect of alloy elements on microstructure and crack resistance of Fe-Cr-C weld surfacing layer[J]. China Welding,2003,12( 2) : 92-97.
[22] 王智慧,贺定勇,蒋建敏,等. Fe-Cr-C 耐磨堆焊合金磨粒磨